STAMPA 3D – 16 PROBLEMI PIÙ COMUNI E RELATIVE SOLUZIONI
Nel processo di stampa 3D si racchiude di solito una grande quantità di divertimento, ma può anche essere un enorme fonte di rabbia e frustrazione. Tu conosci la sensazione che si prova quando la tua stampa continua a venir fuori un disastro. Perché continua ad andare male?
Ecco a voi una guida completa alla risoluzione dei problemi di stampa 3D. Abbiamo dettagliato i 16 problemi più comuni di stampa 3D, in modo da poter diagnosticare rapidamente il problema riscontrato, insieme con una serie di soluzioni consigliate.
Leggi come e quando si verificano questi problemi di stampa 3D, e le misure che si possono adottare per evitarli in futuro.
Ecco a voi una guida completa alla risoluzione dei problemi di stampa 3D. Abbiamo dettagliato i 16 problemi più comuni di stampa 3D, in modo da poter diagnosticare rapidamente il problema riscontrato, insieme con una serie di soluzioni consigliate.
Leggi come e quando si verificano questi problemi di stampa 3D, e le misure che si possono adottare per evitarli in futuro.
Stampa 3D, Problema #1: Warping
Clicca qui per modificare.
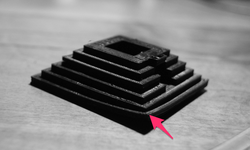
Warping: Gli angoli della base sono sollevati
Clicca qui per modificarQual e' il problema?
Alla base del modello, la stampa si ritorce verso l' alto fino a non essere più livellata con il piatto di stampa. Questo può conseguentemente risultare in spacchi orizzontali negli strati superiori.
Qual e' la causa?
Il "Warping" e' un problema comune nella stampa 3D, che succede quando il primo strato di plastica fusa si raffredda troppo in fretta ed inizia a contrarsi causando la ritorsione verso l'alto degli angoli del modello.
Possibili soluzioni:
Alla base del modello, la stampa si ritorce verso l' alto fino a non essere più livellata con il piatto di stampa. Questo può conseguentemente risultare in spacchi orizzontali negli strati superiori.
Qual e' la causa?
Il "Warping" e' un problema comune nella stampa 3D, che succede quando il primo strato di plastica fusa si raffredda troppo in fretta ed inizia a contrarsi causando la ritorsione verso l'alto degli angoli del modello.
Possibili soluzioni:
- Usa un piatto di stampa riscaldato per mantenere la plastica ad una temperatura di poco inferiore al punto di indurirsi. Questo processo e' chiamato " Temperatura di transizione vetrosa". In questo modo il primo strato di materiale depositato rimane incollato sul piatto di stampa.
- Aumentare l'adesione del primo strato sul piatto di stampa spargendo un sottile ed uniforme strato di colla.
- Assicurati che il livello del piano di stampa sia calibrato bene.
- Potresti considerare l'uso di nastro adesivo di carta per aumentare l'adesione.
- Un altra opzione e' di settare le ventole di raffreddamento in modo da non accendersi prima che alcuni strati siano depositati sul piano di stampa, od anche fare in modo che le ventole non operino alla massima potenza.
Stampa 3D, Problema #2: Elephant Foot

Rigonfiamenti antiestetici alla base del modelloQual e' il problema?
La base del modello presenta dei rigonfiamenti verso l'esterno, conosciuta come “elephant foot”
Qual e' la causa?
Questo problema si evidenzia specialmente in stampanti dotate di piatto riscaldato. Il peso del modello premendo sul primo strato ancora non solidificato, a causa di un elevata temperatura del piatto, lo schiaccia producendo questi antiestetici rigonfiamenti vero l'esterno.
Possibili soluzioni:
Non e' semplice bilanciare la temperatura per evitare il warping e l'effetto elephant foot. Per minimizzare questo fastidioso problema consigliamo certamente di ridurre (anche di poco) la temperatura del piatto di stampa, livellare correttamente il piatto di stampa ed allontanare leggermente l'ugello (ma non troppo altrimenti il primo strato non aderirà correttamente).
Se hai creato il modello 3D tu stesso allora potresti provare ad aggiungere un piccolo smusso alla base del tuo modello, cominciando con 5mm e 45º , provando fino ad ottenere il migliore risultato.
La base del modello presenta dei rigonfiamenti verso l'esterno, conosciuta come “elephant foot”
Qual e' la causa?
Questo problema si evidenzia specialmente in stampanti dotate di piatto riscaldato. Il peso del modello premendo sul primo strato ancora non solidificato, a causa di un elevata temperatura del piatto, lo schiaccia producendo questi antiestetici rigonfiamenti vero l'esterno.
Possibili soluzioni:
Non e' semplice bilanciare la temperatura per evitare il warping e l'effetto elephant foot. Per minimizzare questo fastidioso problema consigliamo certamente di ridurre (anche di poco) la temperatura del piatto di stampa, livellare correttamente il piatto di stampa ed allontanare leggermente l'ugello (ma non troppo altrimenti il primo strato non aderirà correttamente).
Se hai creato il modello 3D tu stesso allora potresti provare ad aggiungere un piccolo smusso alla base del tuo modello, cominciando con 5mm e 45º , provando fino ad ottenere il migliore risultato.
Stampa 3D, Problema #3: Altri problemi del primo strato
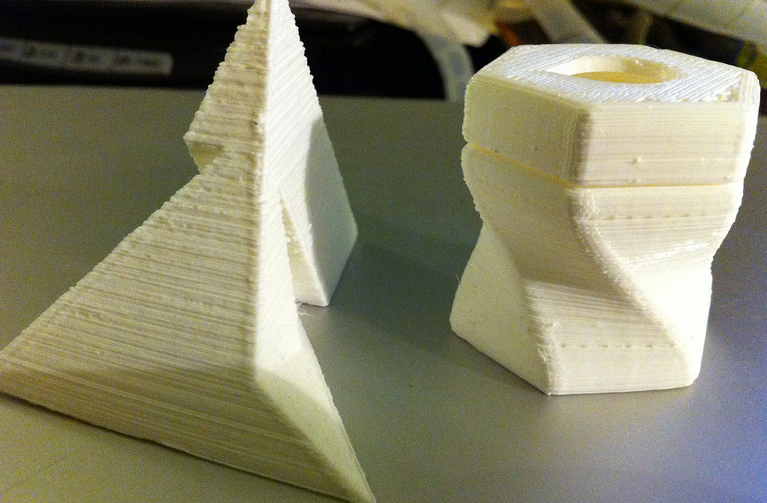
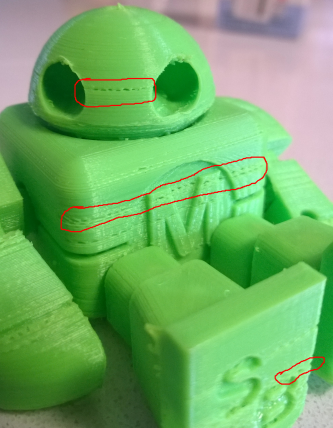
Warping causato dalle piccole dimensioni della base del modello (sinistra); Primo strato non uniforme (destra)Qual e' il problema?
Questi problemi di stampa 3D sono segni tipici che il letto di stampa non è stato livellato correttamente. Se l'ugello è troppo lontano dal letto, la superficie inferiore spesso mostra linee indesiderate, e / o il primo strato non si attacca. Se l'ugello è troppo vicino, il blob può essere il risultato.
Altrettanto importante: il letto di stampa deve essere il più pulito possibile. Le impronte digitali sulla piastra possono impedire il primo strato di attaccarsi alla piastra.
Possibili soluzioni:
- Il primo strato non aderisce nel modo giusto, ed alcune parti si staccano.
- Ci sono linee indesiderate sul fondo.
Questi problemi di stampa 3D sono segni tipici che il letto di stampa non è stato livellato correttamente. Se l'ugello è troppo lontano dal letto, la superficie inferiore spesso mostra linee indesiderate, e / o il primo strato non si attacca. Se l'ugello è troppo vicino, il blob può essere il risultato.
Altrettanto importante: il letto di stampa deve essere il più pulito possibile. Le impronte digitali sulla piastra possono impedire il primo strato di attaccarsi alla piastra.
Possibili soluzioni:
- Utilizzare il software della stampante per ri-livellare il letto di stampa.
- Pulire il letto delle impronte digitali.
- Applicare una sottile pellicola di colla prima della stampa.
Stampa 3D, Problema #4: Lower Parts Shrink
Qual e' il problema?
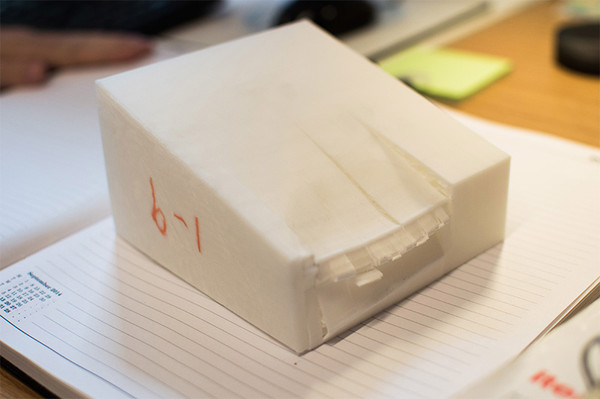
La parte inferiore del modello si incava.
Qual e' la causa?
Questo avviene quando la temperatura del piano di stampa è troppo alta.
La plastica quando riscaldata ed estrusa si comporta come un elastico. In primo luogo si espande, e quando si raffredda si restringe. Il calore dal piano di stampa arriva solo ad una certa altezza (a seconda della temperatura). Fino a questa altezza, la plastica estrusa rimane calda - e malleabile - più a lungo degli strati di plastica al di sopra di quest altezza. In questo modo il modello può cedere sotto il peso degli strati superiori ed incavarsi.
Possibili soluzioni:
Una tattica semplice è quella di ridurre il calore del piano di stampa. In alcune stampanti la temperatura di default del piano di stampa è 75 ° C, mentre la temperatura consigliata per il PLA per esempio è di 50 - 60 ° C. Inoltre, si possono impostare le ventole della stampante a soffiare pienamente ad un altezza più bassa.
Quando si stampano piccoli modelli, si consiglia di stampare due copie o due oggetti diversi. In questo modo la testina di stampa impiega più tempo per stampare uno strato dopo l'altro.
Quando si stampano modelli con una grande impronta di base, non ridurre troppo la temperatura del piano di stampa - altrimenti i bordi possono deformarsi.
La parte inferiore del modello si incava.
Qual e' la causa?
Questo avviene quando la temperatura del piano di stampa è troppo alta.
La plastica quando riscaldata ed estrusa si comporta come un elastico. In primo luogo si espande, e quando si raffredda si restringe. Il calore dal piano di stampa arriva solo ad una certa altezza (a seconda della temperatura). Fino a questa altezza, la plastica estrusa rimane calda - e malleabile - più a lungo degli strati di plastica al di sopra di quest altezza. In questo modo il modello può cedere sotto il peso degli strati superiori ed incavarsi.
Possibili soluzioni:
Una tattica semplice è quella di ridurre il calore del piano di stampa. In alcune stampanti la temperatura di default del piano di stampa è 75 ° C, mentre la temperatura consigliata per il PLA per esempio è di 50 - 60 ° C. Inoltre, si possono impostare le ventole della stampante a soffiare pienamente ad un altezza più bassa.
Quando si stampano piccoli modelli, si consiglia di stampare due copie o due oggetti diversi. In questo modo la testina di stampa impiega più tempo per stampare uno strato dopo l'altro.
Quando si stampano modelli con una grande impronta di base, non ridurre troppo la temperatura del piano di stampa - altrimenti i bordi possono deformarsi.
Stampa 3D, Problema #5: Skewed Prints / Shifted Layers / Leaning

Strati sfalsati nella stampa di Fred Kahl “3D printer hangover”Qual e' il problema?
Gli strati superiori sono spostati.
Qual e' la causa?
Questo è un guasto meccanico con la stampante, causato da:
Gli strati superiori sono spostati.
Qual e' la causa?
Questo è un guasto meccanico con la stampante, causato da:
- La testina non si muove facilmente sulle aste di X o Y.
- Le aste non sono allineate correttamente, cioè, non sono 100% quadrate.
- Una delle pulegge non è fissata correttamente all'asse.
- Spegnere la stampante e verificare se è possibile spostare la testina facilmente lungo le aste con le mani. Se la testa si muove rigidamente o si sposta più facilmente in una direzione rispetto l'altra, applicare una goccia di olio sull' asta per agevolare il movimento.
- Per verificare se le barre sono correttamente allineate, spostare la testina verso destra e sinistra verificando che la distanza tra i pattini e le pulegge siano uguali su entrambi i lati. Ripetere questa operazione per la parte anteriore / posteriore della stampante. Se si nota un disallineamento, allentare le viti sulle pulegge dell'asta in questione. Spingi il pattino un po fino a quando l'asta è allineata di nuovo, quindi serrare le viti. Ripetere per l'altra asta.
- Verificare se le viti che fissano le pulegge siano serrate, e stringerle se necessario.
Stampa 3D, Problema #6: Layer Misalignment (Strati Disallineati)
Allineamento sfalsato degli strati.Qual e' il problema?
Alcuni strati nel mezzo dei modelli risultano sfalsati.
Qual e' la causa?
Alcuni strati nel mezzo dei modelli risultano sfalsati.
Qual e' la causa?
- Le cinghie della stampante non sono tese.
- La piastra superiore non è fissata bene e oscilla indipendentemente dalla piastra inferiore.
- Una delle aste nell'asse Z non è perfettamente rettilinea.
- Controllare le cinghie e tesarle, se necessario.
- Controllare la piastra superiore fissandola bene, se necessario.
- Controllare le aste dell asse Z e sostituirle se non sono al 100% dritte.
Stampa 3D, Problema #7: Missing Layers (Strati Mancanti)
Qual e' il problema?
Ci sono lacune nel modello, perché alcuni strati sono stati saltati (completamente o in parte).
Qual e' la causa?
Ci sono lacune nel modello, perché alcuni strati sono stati saltati (completamente o in parte).
Qual e' la causa?
- La stampante non è riuscita a fornire la quantità di plastica necessaria per stampare gli strati mancanti. Questo si chiama sotto-estrusione (temporanea). Ci può essere stato un problema con il filamento (ad esempio, variazione del diametro), la bobina del filamento o la ruota di alimentazione incastrate o anche un ugello intasato.
- L'attrito ha causato un blocco temporaneo del piatto di stampa. La causa può essere che le aste verticali non siano perfettamente allineate.
- Vi è un problema con una delle aste dell asse Z oppure i cuscinetti. L'asta potrebbe essere distorta, sporca o eccessivamente lubrificata.
- Controllare le aste ed i cuscinetti e correggere gli eventuali problemi. Se c'è troppo olio, per esempio, rimuoverlo.
- Se si sospetta che il disallineamento delle aste e cuscinetti, consultare la documentazione della stampante per vedere come correggerlo.
- Trovare la causa di sotto-estrusione è più impegnativo. Vedere : "Stampa 3D, Problema # 11".
Stampa 3D, Problema #8: Cracks In Tall Objects
Qual e' il problema?
Ci sono crepe sui lati, in particolare sui modelli più alti.
Qual e' la causa?
Sugli strati superiori il materiale si raffredda velocemente, perché il calore emanato dal piatto di stampa non arriva così in alto. A causa di questo, l'adesione degli strati superiori è inferiore.
Possibili soluzioni:
Aumentare la temperatura dell'estrusore; un buon inizio sarebbe quello di aumentare partendo da 10 ° C alla volta. Sperimentare anche aumentando la temperatura del piatto di 5 - 10 ° C.
Ci sono crepe sui lati, in particolare sui modelli più alti.
Qual e' la causa?
Sugli strati superiori il materiale si raffredda velocemente, perché il calore emanato dal piatto di stampa non arriva così in alto. A causa di questo, l'adesione degli strati superiori è inferiore.
Possibili soluzioni:
Aumentare la temperatura dell'estrusore; un buon inizio sarebbe quello di aumentare partendo da 10 ° C alla volta. Sperimentare anche aumentando la temperatura del piatto di 5 - 10 ° C.
Stampa 3D, Problema #9: Pillowing
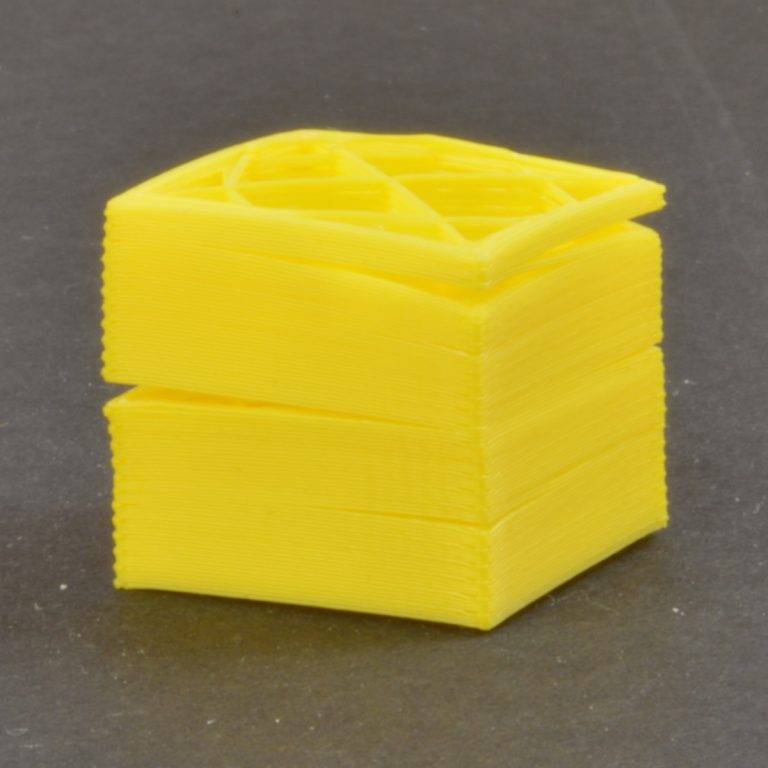
Ammortizzamento elastico: La superficie superiore presenta urti e / o fori.Qual e' il problema?
La superficie superiore presenta urti sgradevoli o addirittura buchi.
Qual e' la causa?
La superficie superiore presenta urti sgradevoli o addirittura buchi.
Qual e' la causa?
- La causa tipica è un'errata ventilazione.
- La superficie superiore non è sufficientemente spessa.
- Impostare le ventole di raffreddamento a velocità massima quando le superfici superiori vengono stampati.
- Assicurarsi che le superfici superiori hanno uno spessore di almeno 6 strati.
Stampa 3D, Problema #10: Stringing (sfilacciamento)

Tesatura: stringhe indesiderate di plastica tra le parti dell'oggetto.Qual e' il problema?
Ci sono stringhe sgradevoli di plastica tra parti del modello.
Qual e' la causa?
Quando la testina di stampa si sposta su una superficie aperta, il filamento continua a fuoriuscire dall'ugello.
Possibili soluzioni:
La maggior parte delle stampanti dispongono di una funzione chiamata retrazione. Quando retrazione è attivata, la stampante ritrae il filamento nell'ugello prima di spostarlo tra le aree vuote. In questo modo, la plastica in eccesso non può gocciolare dall'ugello e produrre quindi le stringhe. Assicurarsi di abilitare la funzione di retrazione nel software di taglio, essendo consapevoli comunque che questo può prolungare il tempo necessario per stampare un oggetto.
Ci sono stringhe sgradevoli di plastica tra parti del modello.
Qual e' la causa?
Quando la testina di stampa si sposta su una superficie aperta, il filamento continua a fuoriuscire dall'ugello.
Possibili soluzioni:
La maggior parte delle stampanti dispongono di una funzione chiamata retrazione. Quando retrazione è attivata, la stampante ritrae il filamento nell'ugello prima di spostarlo tra le aree vuote. In questo modo, la plastica in eccesso non può gocciolare dall'ugello e produrre quindi le stringhe. Assicurarsi di abilitare la funzione di retrazione nel software di taglio, essendo consapevoli comunque che questo può prolungare il tempo necessario per stampare un oggetto.
Stampa 3D, Problema #11:Under-extrusion (sotto estrusione)

Qual e' il problema?
La sotto-estrusione è quando la stampante non è in grado di fornire il materiale necessario (o abbastanza velocemente). La sotto-estrusione causa strati troppo sottili, strati con indesiderate lacune, o strati del tutto mancanti. (vedere Stampa 3D, Problema # 7).
Qual e' la causa?
Ci sono diverse possibili cause:
La sotto-estrusione è quando la stampante non è in grado di fornire il materiale necessario (o abbastanza velocemente). La sotto-estrusione causa strati troppo sottili, strati con indesiderate lacune, o strati del tutto mancanti. (vedere Stampa 3D, Problema # 7).
Qual e' la causa?
Ci sono diverse possibili cause:
- Il diametro del filamento utilizzato non corrisponde al diametro impostato nel software di taglio
- La quantità di materiale che viene estruso non e' sufficiente a causa delle impostazioni sbagliate del software di taglio.
- Il flusso del materiale attraverso l'estrusore è limitato da sporcizia nell'ugello.
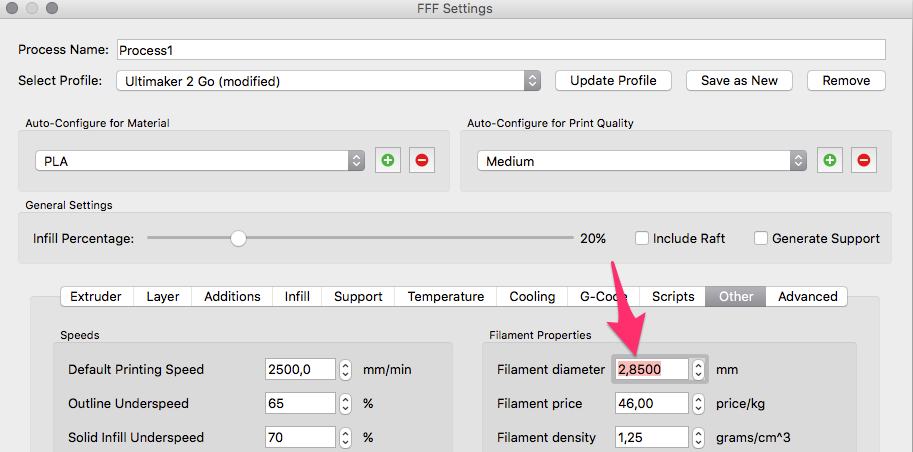
In Simplify3D, si imposta il diametro del filamento nella finestra di dialogo Impostazioni di elaborazione Modifica.
- Controllare il diametro del filamento e l'impostazione di diametro nel software di taglio - correggere l'impostazione del software, se necessario. Il diametro del filamento è stampato sulla bobina o sull'imballaggio: se non, misuralo utilizzando un calibro.
- Se non vi è corrispondenza tra reale diametro del filamento e l'impostazione del software, il valore assegnato al moltiplicatore di estrusione (o la portata o flusso di compensazione) può essere troppo bassa. Aumentare il valore 5% per volta e riavviare la stampa. In Simplify3D aprire la finestra Modifica impostazioni di processo e andare alla scheda estrusore - l'impostazione del moltiplicatore di estrusione di 1.0 corrisponde al 100%; In Cura aprire la scheda materiale e aumentare l'impostazione di flusso (potrebbe essere necessario abilitare l'impostazione tramite la finestra di Preferenze di flusso).
- Controllare per vedere se c'è un blocco parziale della bocchetta e rimuoverlo.
Stampa 3D, Problema #12: Over-extrusion (Sovra-estrusione)
Qual e' il problema?
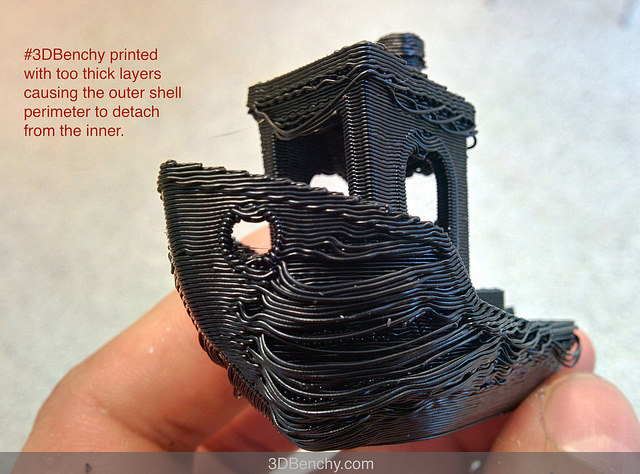
Sovra-estrusione significa che la stampante fornisce più materiale del necessario. Ciò si traduce in materiale in eccesso all'esterno del modello stampato.
Qual e' la causa?
In genere, il valore del moltiplicatore di estrusione o Flow setting nel software di taglio è troppo alta (vedere la sezione precedente)
Possibili soluzioni:
Correggere il valore del moltiplicatore di estrusione o Flow setting nel software di taglio.
Sovra-estrusione significa che la stampante fornisce più materiale del necessario. Ciò si traduce in materiale in eccesso all'esterno del modello stampato.
Qual e' la causa?
In genere, il valore del moltiplicatore di estrusione o Flow setting nel software di taglio è troppo alta (vedere la sezione precedente)
Possibili soluzioni:
Correggere il valore del moltiplicatore di estrusione o Flow setting nel software di taglio.
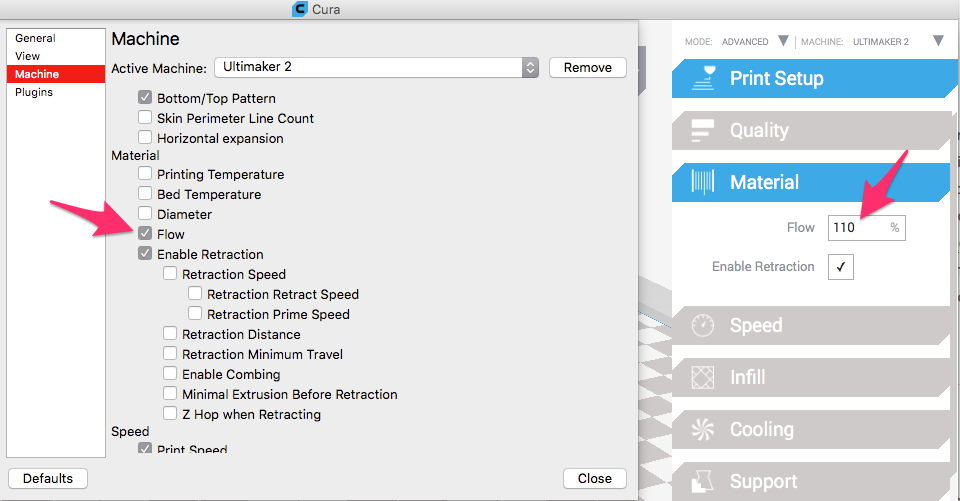
Un valore del flusso di estrusione oltre il 100% in Cura, può provocare un eccesso di estrusione; l'impostazione di flusso (a destra) è visibile solo quando si seleziona l'opzione di flusso nelle Preferenze (a sinistra).
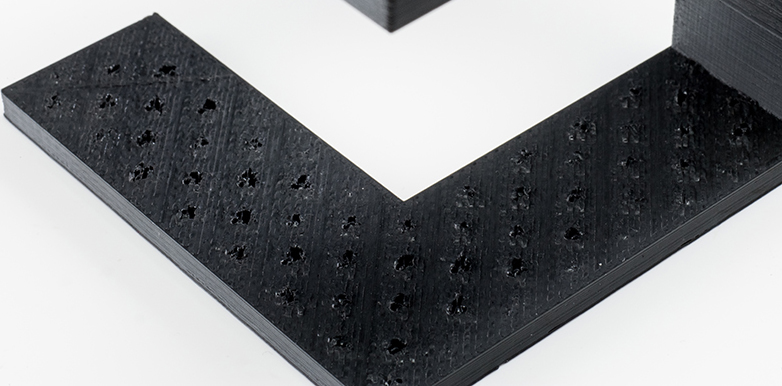
Stampa 3D, Problema #13: Gaps in the Top Layers

Qual e' il problema?
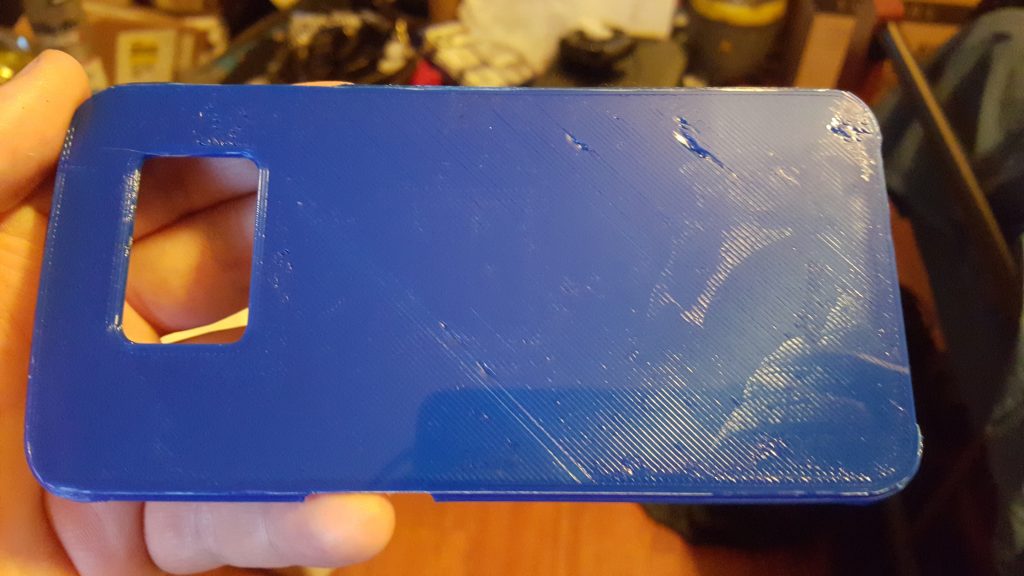
Ci sono buchi o lacune negli strati superiori.
Qual e' la causa?
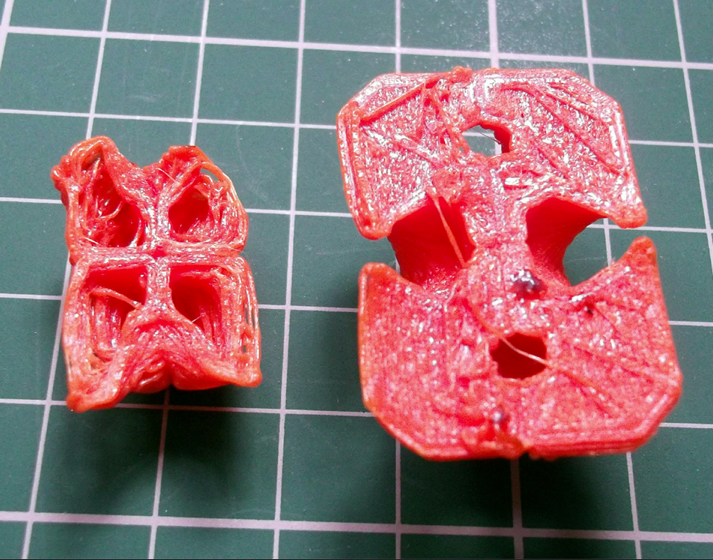
Per risparmiare materiale di stampa e velocità di stampa, l'interno di un modello non viene stampato solido al 100%. Invece, è stampata una sorta di riempimento, in genere solo il 30% del materiale, il resto del modello rimane vuoto. Solo gli strati superiori (e le pareti e il fondo) vengono stampati solidi al 100%. Le lacune negli strati superiori possono avere queste cause:
Ci sono buchi o lacune negli strati superiori.
Qual e' la causa?
Per risparmiare materiale di stampa e velocità di stampa, l'interno di un modello non viene stampato solido al 100%. Invece, è stampata una sorta di riempimento, in genere solo il 30% del materiale, il resto del modello rimane vuoto. Solo gli strati superiori (e le pareti e il fondo) vengono stampati solidi al 100%. Le lacune negli strati superiori possono avere queste cause:
- Ci sono troppi pochi strati superiori solidi.
- La percentuale di riempimento (per gli interni) è troppo bassa.
- Sotto-Estrusione (Stampa 3D, Problema # 11).
- La prima misura correttiva quando si notano fori o lacune nella superficie superiore: Aumentare il numero di strati superiori solidi nel software di taglio. Ci dovrebbero essere almeno 0,5 millimetri di strati solidi (quanti strati che significa che dipende dall'altezza layer). I primi strati solidi supplementari non aggiungono altezza al modello stampato. Quando si aumenta il numero da 3 a 5, per esempio, gli ultimi 5 strati vengono stampati solidi (anziché 3).
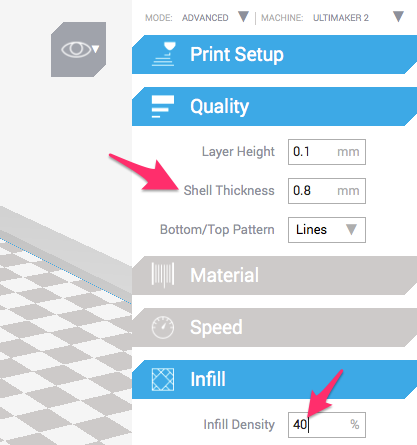
In Simplify3D, si aumenta il numero di strati solidi sulla scheda layer nella finestra di dialogo Impostazioni di elaborazione Modifica. In Cura, utilizzare l'impostazione dello spessore del guscio nella scheda Qualità per aumentare gli strati solidi superiori (più gli strati inferiori solidi e le pareti esterne). - Quando gli spazi vuoti del modello sono troppo larghi, perché la percentuale di riempimento è solo - 10 o 20% - gli strati solidi possono collassare. Se l'aggiunta di più strati superiori solidi non risolve il problema, aumentare la percentuale di riempimento nel software di taglio. Ciò aumenterà pero' il consumo di filamento.
In Simplify3D, le opzioni di riempimento si trovano sulla scheda riempimento nella finestra di dialogo Impostazioni di elaborazione Modifica. In Cura, troverete l'impostazione della densità di riempimento sulla scheda Infill. - Per correggere la sotto-estrusione: vedere Stampa 3D, Problema # 11.
Stampa 3D, Problema #14: Visible Lines in the Bottom Layers (Linee Visibili sul primo strato)
Qual e' il problema?
Il primo strato ha linee visibili e distinte
Qual e' la causa?
Lo spazio tra la testina di stampa ed il piatto di stampa e' troppo largo.
Possibili soluzioni:
Il primo strato ha linee visibili e distinte
Qual e' la causa?
Lo spazio tra la testina di stampa ed il piatto di stampa e' troppo largo.
Possibili soluzioni:
In Cura, è possibile aumentare lo spessore delle pareti esterne e gli strati superiore ed inferiore.
- Assicurarsi che il piano di stampa sia livellato correttamente.
- Ridurre l'altezza del primo strato - a seconda della stampante e del filamento utilizzato, si può scendere fino a 0,1 millimetri (Attenzione però che il letto di stampa sia perfettamente livellato).
Stampa 3D, Problema #15: Scars on the Top Surface ( Cicatrici sulla superficie superiore)
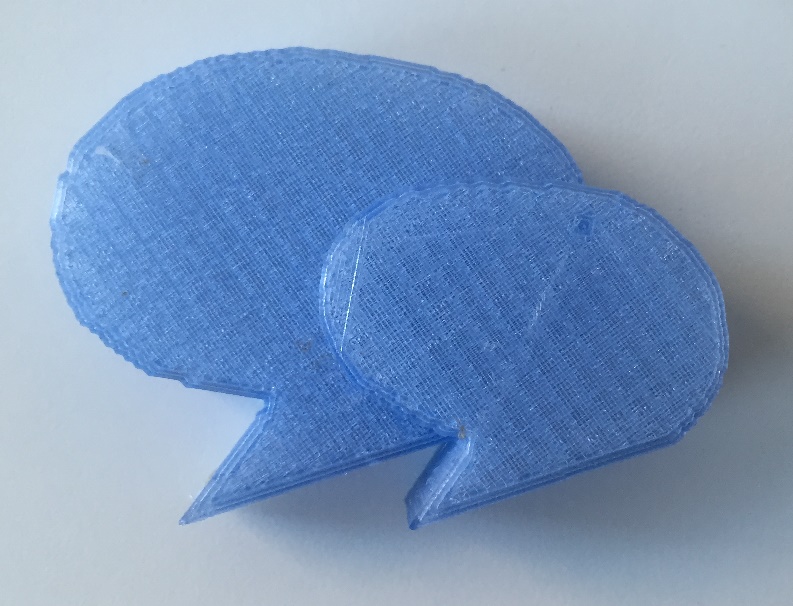
Quelli che possono sembrare dei graffi sono invece il risultato dello sfregamento della testina sul modello.
Qual e' il problema?
Ci sono graffi visibili e cicatrici sulla superficie superiore del modello.
Qual e' la causa?
I segni sono causati dall'ugello che spostandosi sfrega sulla superficie superiore del modello.
Qual e' il problema?
Ci sono graffi visibili e cicatrici sulla superficie superiore del modello.
Qual e' la causa?
I segni sono causati dall'ugello che spostandosi sfrega sulla superficie superiore del modello.
- Sono dei veri e propri graffi causati dallo sfregamento dell ugello sulla superficie.
- Questi segni sono colature di plastica che si verificano quando l'ugello viaggia lungo tutta la superficie (ma non la tocca).
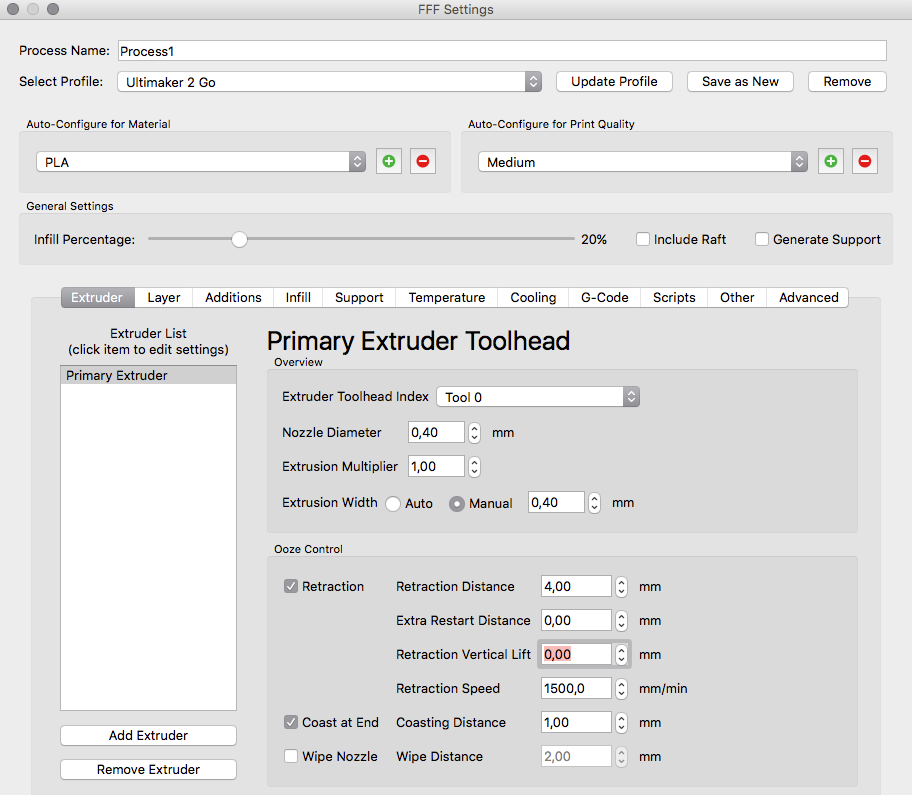
Come per esempio sopra, il valore di sollevamento / retrazione verticale in Simplify3D era troppo basso.
- Per evitare graffi e ridurre le colature: Aumentare il sollevamento verticale (o Z-hop). Questa impostazione controlla fino a che punto l'ugello viene sollevato sopra l'ultimo strato stampato quando si muove (senza stampare). In Simplify3D, si modifica questa impostazione sulla scheda dell estrusore della finestra di dialogo Impostazioni di elaborazione Modifica; assicurarsi che l'opzione di retrazione è abilitata e aumentare l'impostazione di sollevamento retrazione verticale. In Cura, impostare Abilita rientro e di svincolo Distanza (nella finestra delle preferenze) e di aumentare il valore di svincolo Distanza sulla scheda materiale.
- Per ridurre di più le colature, impostare la stampante in modo da compiere una ritrazione prima di ogni spostamento della testina senza stampa. In Simplify3D, disabilitare il valore di "Solo ritrazione quando si attraversano spazi aperti" e di "viaggio minimo per le opzioni di retrazione" nella scheda Avanzate nella finestra di dialogo Modifica impostazioni di processo. In Cura, impostare la minima distanza da percorrere a 1 e l'estrusione minima a 0. Si prega di notare che questo aumenterà il tempo di stampa.
Stampa 3D, Problema #16: No Filament Comes Out of the Nozzle (Il filamento non fuoriesce dagli ugelli)
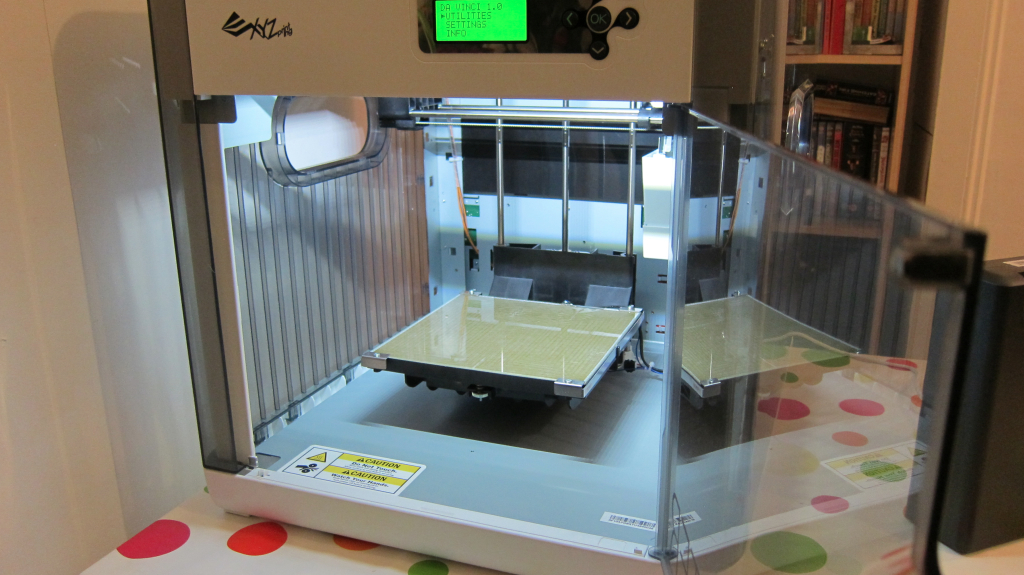
Qual e' il problema?
Il piano di stampa è vuoto! Non c'è nessun filamento che esce dalle testine di stampa.
Qual e' la causa?
fonte: all3dp
Il piano di stampa è vuoto! Non c'è nessun filamento che esce dalle testine di stampa.
Qual e' la causa?
- L'ugello è intasato da materiale carbonizzato dai processi di stampa precedenti.
- Vi è un problema con l'alimentatore di filamento. Il motore dell' alimentatore potrebbe essere difettoso, la pressione che l'alimentatore mette sul filamento è troppo bassa o il filamento è consumato.
- Se l'ugello è intasato, pulirlo secondo le istruzioni del produttore della stampante.
- Se il motore è difettoso, va sostituito. Consultare la documentazione della stampante per vedere come e dove modificare le impostazioni di pressione - e controllare se le impostazioni siano corrette. Se il filamento è consumato, sostituirlo.(Tutte le immagini sono copyright dei rispettivi proprietari.)
fonte: all3dp
